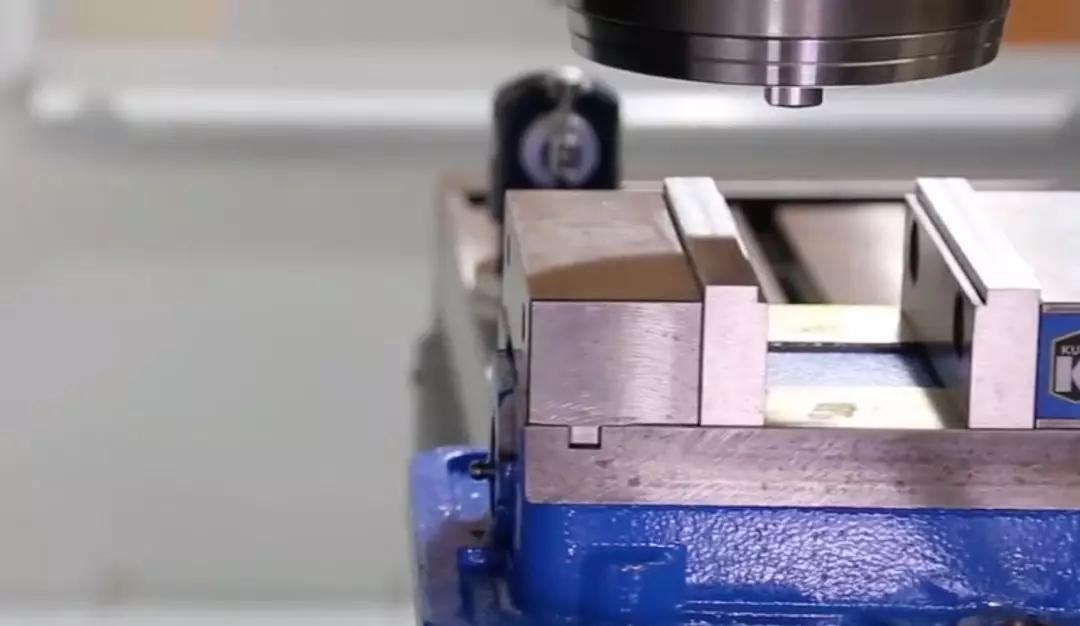
عام طور پر، اگر ہم ویز کو براہ راست مشین ٹول کے ورک بینچ پر رکھتے ہیں، تو یہ ٹیڑھا ہو سکتا ہے، جس کے لیے ہمیں ویز کی پوزیشن کو ایڈجسٹ کرنے کی ضرورت ہوتی ہے۔
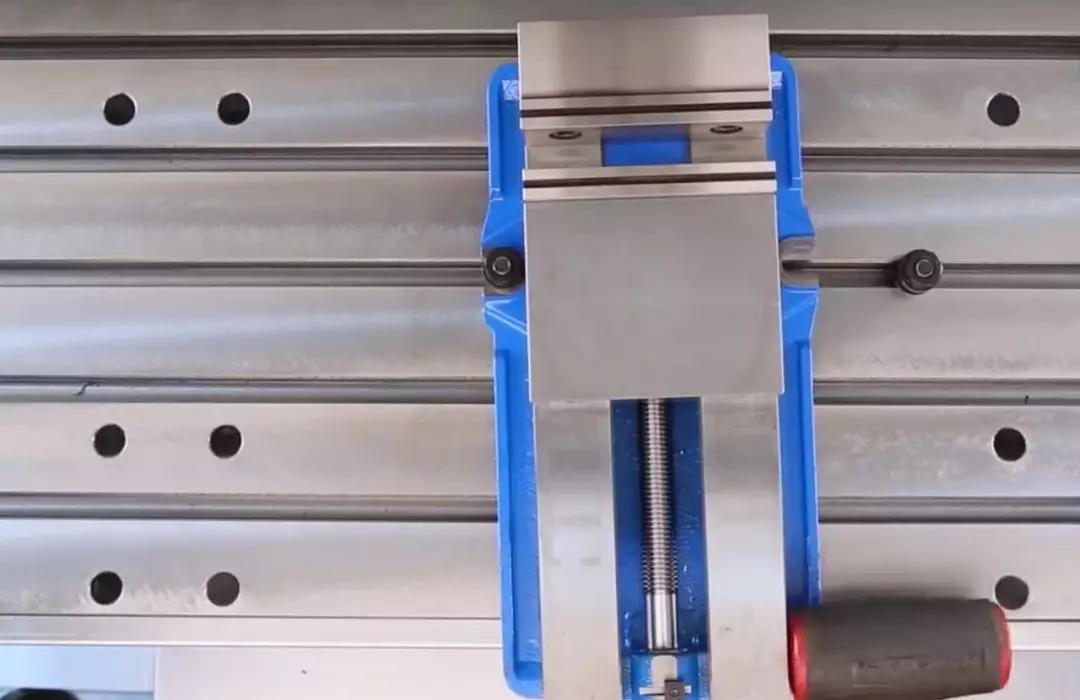
سب سے پہلے، بائیں اور دائیں طرف 2 بولٹ/پریشر پلیٹوں کو تھوڑا سا سخت کریں، پھر ان میں سے ایک کو انسٹال کریں۔

پھر کیلیبریشن میٹر کا استعمال اس طرف جھکنے کے لیے کریں جہاں بولٹ بند ہے، اور Y-axis کو ہینڈ وہیل کے ساتھ منتقل کریں۔ اس بات کی تصدیق کرنے کے بعد کہ کیلیبریشن میٹر کا بال ہیڈ حصہ ویز کے جبڑوں کے ساتھ رابطے میں ہے، کیلیبریشن میٹر کے ڈائل کو ایڈجسٹ کریں تاکہ کیلیبریشن میٹر پوائنٹر "0″ پر پوائنٹ کرے۔

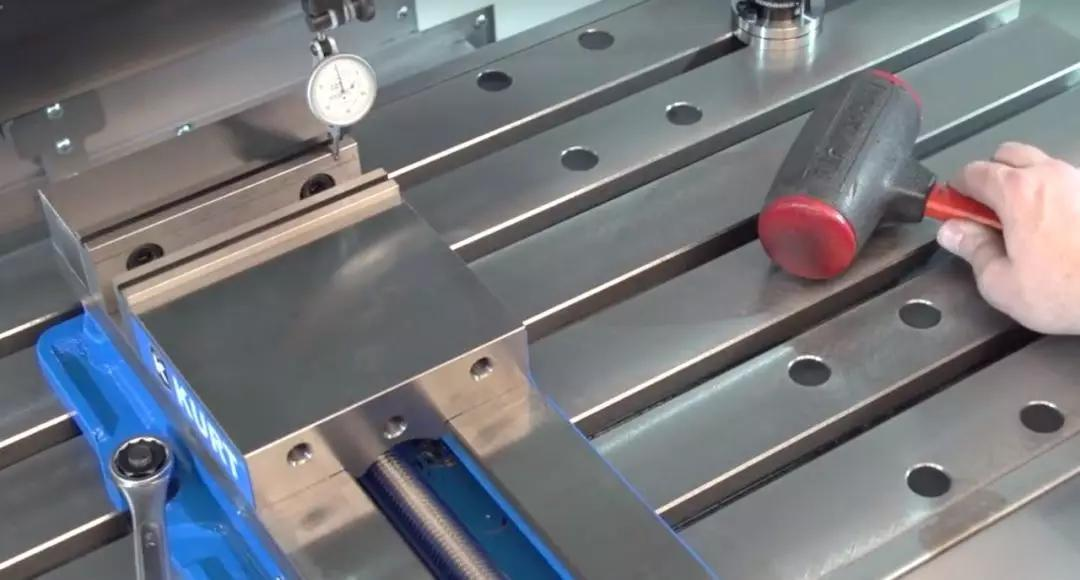
پھر ایکس محور کو منتقل کریں۔ حرکت کے دوران، اگر ریڈنگ والیوم بہت زیادہ ہے اور اس کا کیلیبریشن میٹر کے اسٹروک سے زیادہ ہونے کا امکان ہے، تو آپ ربڑ کے ہتھوڑے کا استعمال کر کے اس پوزیشن کو ٹیپ کر سکتے ہیں جہاں حرکت کرتے وقت ویز ہینڈل کو پکڑتا ہے۔ اگر پڑھنا چھوٹا ہے تو پریشان نہ ہوں، جبڑے کے دوسری طرف جاتے وقت آپ ایڈجسٹمنٹ کر سکتے ہیں۔
مندرجہ بالا دو مراحل کو اس وقت تک دہرائیں جب تک کہ کیلیبریشن میٹر جبڑوں کے دونوں طرف ایک جیسا نہ پڑھ جائے۔ آخر میں، تمام بولٹ/پریشر پلیٹس کو سخت کر دیا جاتا ہے، اور اس بات کی تصدیق کرنے کے لیے حتمی پیمائش کی جاتی ہے کہ ویز سخت ہونے کے بعد بھی سیدھا ہے۔ اس طرح آپ اعتماد کے ساتھ کارروائی کر سکتے ہیں۔
پوسٹ ٹائم: نومبر-04-2024




